How Automatic Spot Welding and Strip Cladding Machines Transform Automotive and Sheet Metal Assemblies
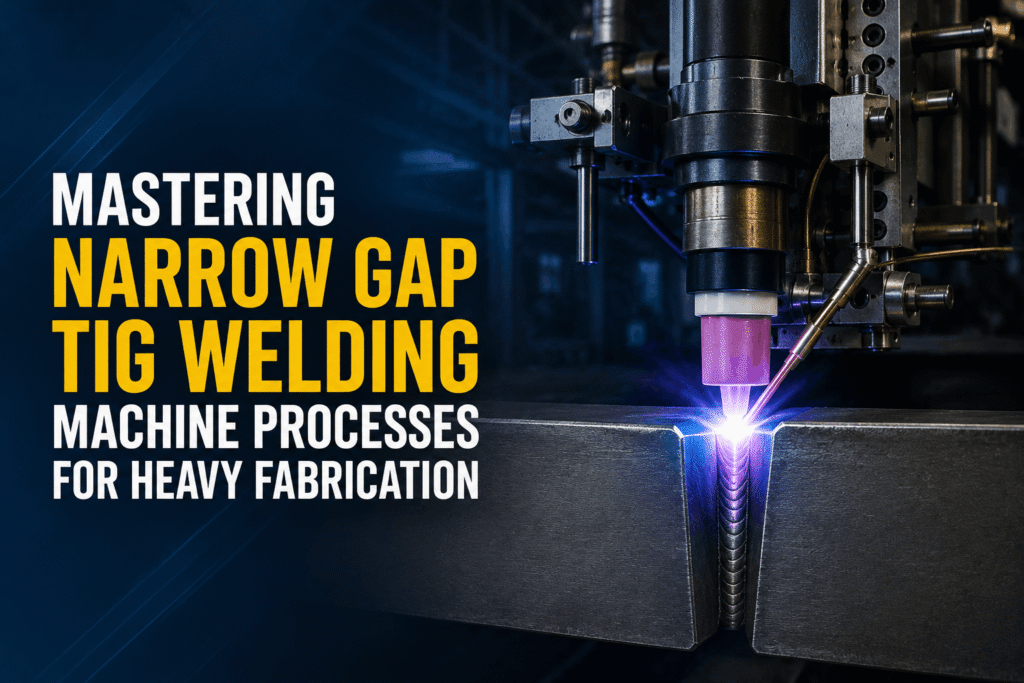
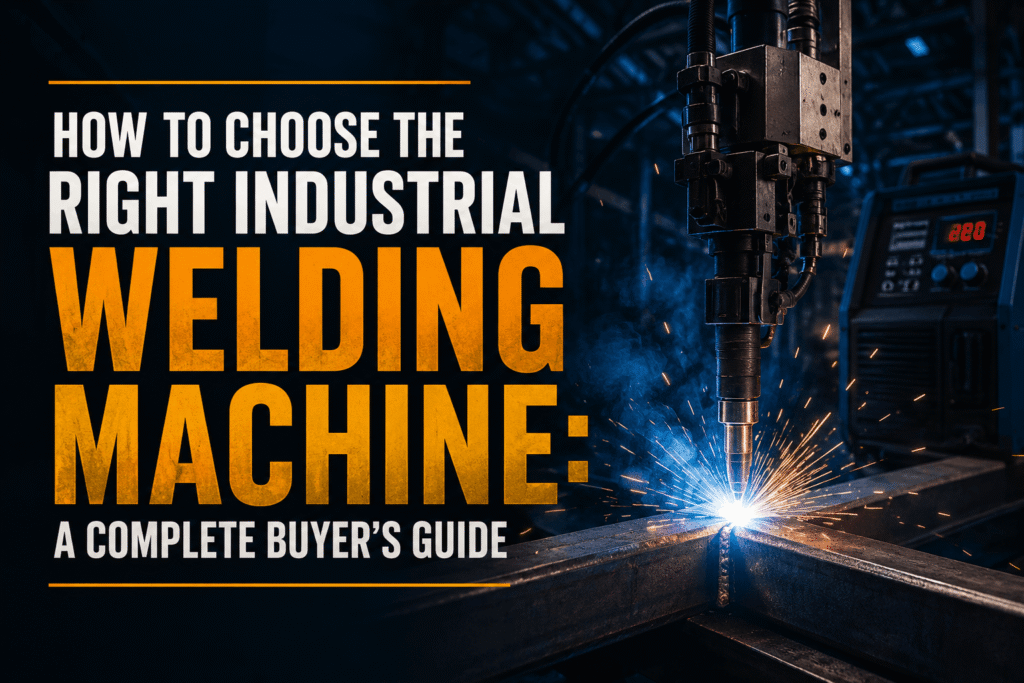
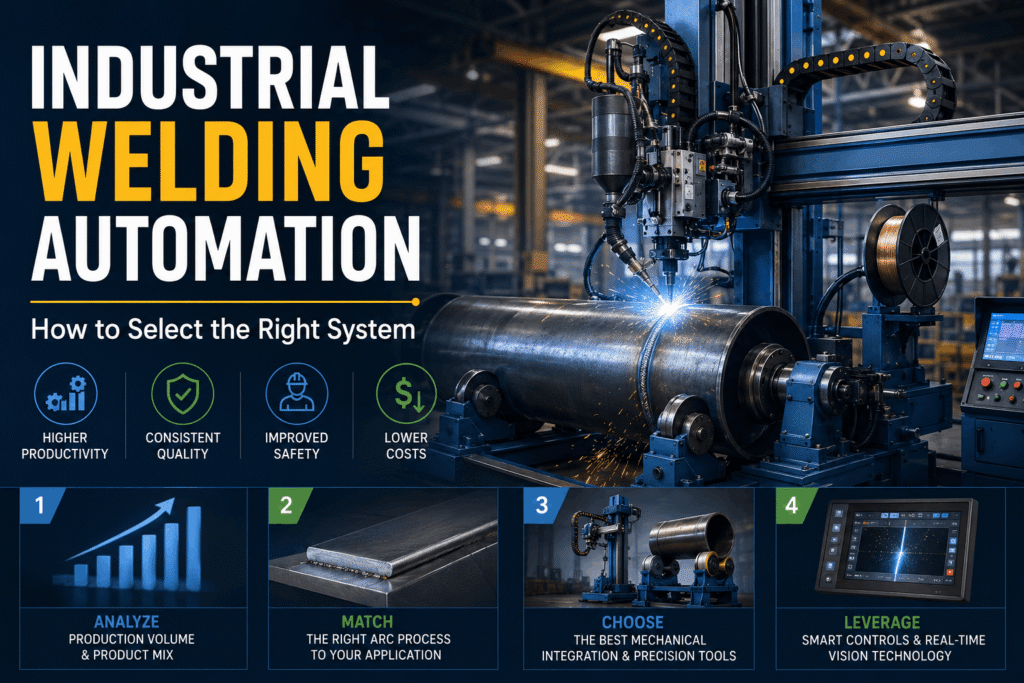
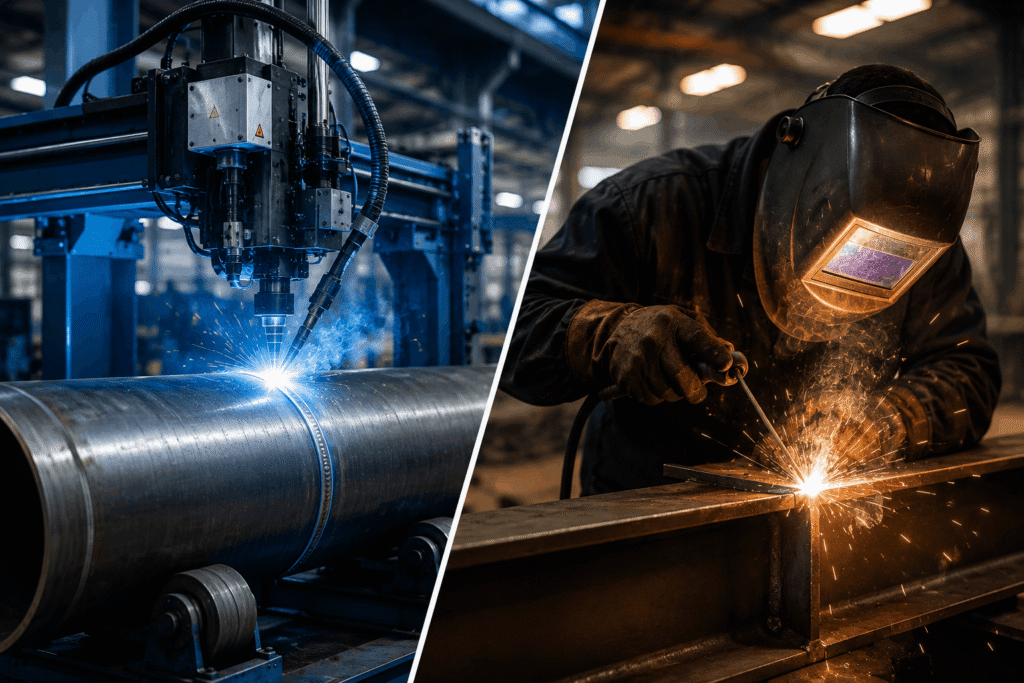
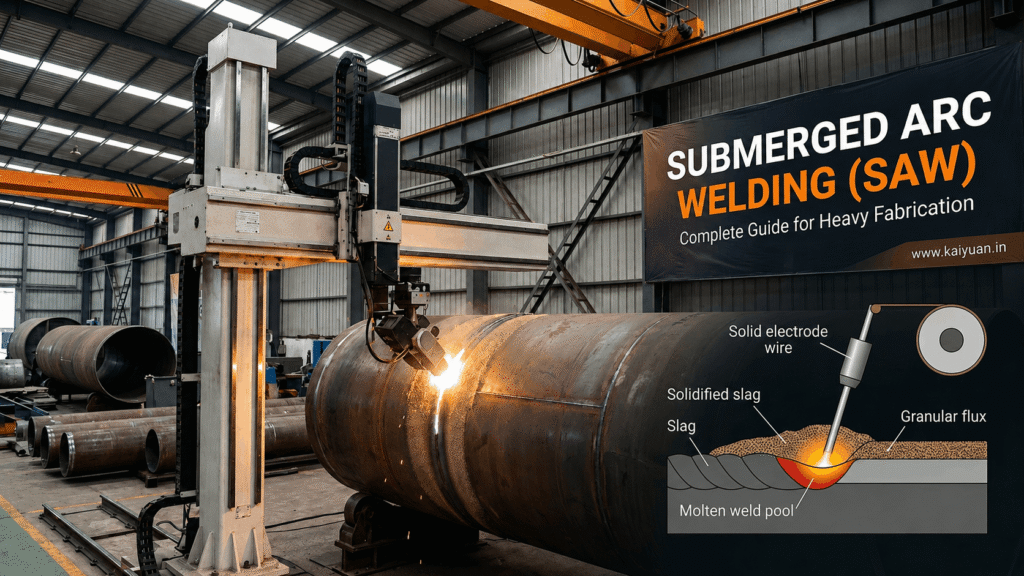
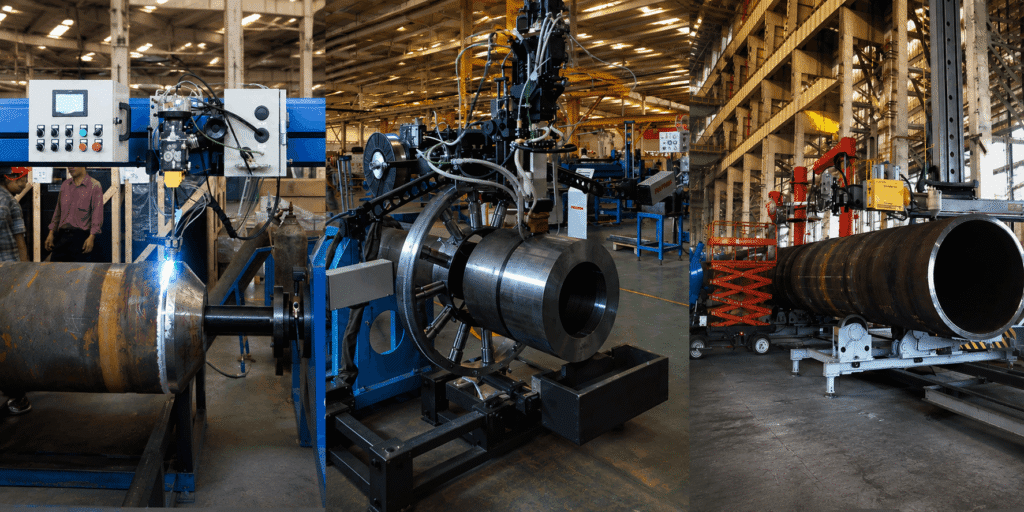
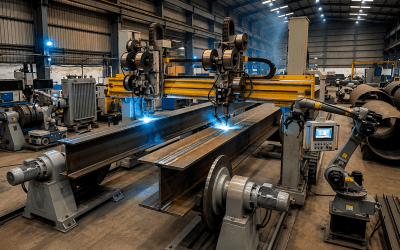
How Automatic Spot Welding and Strip Cladding Machines Transform Automotive and Sheet Metal Assemblies The manufacturing industry is undergoing a massive paradigm shift. Consumer demand for safer cars, lighter components, and durable pressure vessels is skyrocketing. Because of this, standard manual fabrication processes are no longer sufficient. Modern assembly lines require absolute precision, high structural integrity, and exceptional speed. To achieve these metrics, forward-thinking manufacturers are moving away from traditional techniques. Instead, they are rapidly adopting a highly specialized, automatic welding machine to anchor their production infrastructure. At the center of this industrial evolution is the heavy-duty spot welding machine. This piece of machinery serves as a primary pillar in high-speed sheet metal fabrication. It works hand in hand with the advanced strip cladding device, an essential asset used to provide robust surface protection against corrosion and extreme heat. When industrial operations combine these two manufacturing powerhouses, the results are deeply transformative. Operational bottlenecks vanish, material waste plummets, and joint reliability reaches flawless standards. For modern enterprises aiming to secure a decisive edge in competitive markets, understanding how these automated systems interact is critical. This comprehensive guide details how automated resistance welding and heavy-duty surface cladding systems are rewriting the rules of the automotive and sheet metal sectors. The Core Dynamics of Modern Spot Welding Machines in Sheet Metal Fabrication To appreciate the massive impact of automated manufacturing, you must first understand the fundamental core of the technology. The standard industrial spot welding machine operates on the core principles of electrical resistance. It passes a high-volume electrical current directly through the materials being joined. The natural resistance of the metal pieces generates intense localized heat, melting the contact points instantly. Once the current stops, copper-alloy electrodes apply mechanical pressure to fuse the molten metal into a flawless, uniform nugget. In high-volume sheet metal fabrication, consistency is the defining metric of profitability. Manual operations frequently suffer from human fatigue, misaligned sheet metal joints, and unpredictable heat input. An automated resistance welder entirely eliminates these costly human variables. Built-in microprocessors continuously monitor and modulate electrical output, force application, and cycle times in real time. This level of digital oversight guarantees that every single weld matches the structural properties of the previous one. This eliminates internal defects like excessive spatter or weak, under-penetrated joints. Additionally, automated systems eliminate the need for secondary grinding or clean-up work, allowing parts to move directly to the next stage of assembly. Accelerating Production via Automotive Welding Automation The global automotive manufacturing industry is highly demanding. Vehicle assembly lines regularly handle thousands of intricate parts every day, and each component demands strict compliance with international safety protocols. In this environment, automotive welding automation is not just an optional luxury; it is a fundamental operational necessity. Structural sub-assemblies—such as door pillars, floor pans, firewalls, and bracket assemblies—rely heavily on rapid, repeatable joints to ensure the crashworthiness of the final vehicle. Integrating an automatic welding machine into an automotive production line delivers immediate, compounding advantages: Furthermore, the introduction of ultra-high-strength steels (UHSS) and lightweight aluminum alloys in car designs introduces significant manufacturing challenges. These specialty materials react poorly to prolonged, uneven heat exposure. Advanced resistance welding setups solve this problem. They deliver short, high-energy bursts coupled with precise mechanical force, allowing factories to assemble lightweight, fuel-efficient vehicles without sacrificing passenger safety. Demystifying the Strip Cladding Device: Protecting Components Under Stress While joining two pieces of sheet metal together is vital, protecting those components from harsh environments is equally important. This is where the specialized strip cladding device proves its immense value. Unlike a traditional spot welding machine that joins distinct parts edge-to-edge, cladding focuses entirely on surface enhancement. It applies a thick, uniform layer of high-performance alloy onto a cheaper base metal, creating a highly resilient protective shield. This process typically relies on advanced techniques such as the automated electroslag cladding process or submerged arc welding (SAW). During operation, a wide metal strip—frequently made of stainless steel or a nickel-based alloy—is continuously fed onto the surface of the component. The machinery melts the strip overlay uniformly, bonding it perfectly to the heavy base metal with minimal dilution. This advanced surface treatment is highly valued across demanding industries, including: By utilizing a high-efficiency cladding system, engineering teams can manufacture the main body of a large pressure vessel out of standard, cost-effective carbon steel. They can then clad only the vulnerable interior walls with a premium, corrosion-resistant alloy. This balanced manufacturing approach saves thousands of dollars in raw material costs while extending the working lifespan of the equipment by decades. Spot Welding vs. Strip Cladding: Understanding Their Roles To build a truly optimized manufacturing workflow, production engineers must clearly distinguish between these two core automated processes. While both utilize electrical energy to melt and fuse metal, their operational goals, mechanical configurations, and everyday factory applications are completely different. Operational Criteria Spot Welding Machine Technology Strip Cladding Device System Primary Industrial Objective Securely fuses overlapping sheets of metal at specific, high-strength contact points. Applies an even, continuous protective overlay across a broad component surface. Material Thickness Focus Optimized for thin to medium gauges, primarily in sheet metal fabrication. Designed for heavy-duty plate surfaces and large-diameter industrial piping. Consumable Consumption Uses non-consumable copper-alloy electrodes to apply localized pressure. Consumes wide alloy metal strips along with specialized protective fluxes. Common Factory Applications Vehicle body frames, appliance enclosures, and specialized bracket assemblies. Inside walls of chemical reactors, heavy pressure vessels, and marine components. Integrating these two distinct technologies into a unified production network allows industrial facilities to cover all bases. They can build strong, lightweight structures using automated resistance spot welding, and protect heavy-duty, high-stress components with precise surface cladding. Exploring Advanced Variants: The Projection Welding Machine As production demands grow more complex, standard spot welding methods sometimes run into physical limits. For example, joining thick nuts, heavy threaded studs, or intricate brackets to ultra-thin sheet metal can cause uneven heat distribution, often resulting in surface deformities or weak joints. To overcome these specific manufacturing