How Narrow Gap Welding Reduces Material Cost and Improves Weld Quality
In the heavy fabrication welding process, manufacturing massive, high-specification components like pressure vessels, nuclear reactors, and thick-walled pipelines has historically come with an equally massive price tag. Traditional multi-pass arc welding techniques call for large, wide joint preparations—often with bevel angles reaching up to 37.5 degrees. Filling these wide grooves demands extraordinary volumes of consumable wire, substantial flux or shielding gas, and endless hours of multi-pass deposition.
For modern manufacturing facilities aiming to preserve margins without compromising structural standards, conventional setups present a major operational bottleneck. This is where narrow gap welding redefines heavy industrial fabrication.
By shrinking the joint groove angle to nearly parallel lines (often down to 1 to 3 degrees), this specialized variation of automated arc welding offers a breakthrough approach. Adopting high-efficiency narrow gap welding systems allows heavy industries to slash consumable overheads, dramatically decrease thermal cycles, and elevate joint integrity to unprecedented heights. This comprehensive guide details how transitioning to advanced industrial welding solutions systematically drives down material costs while maximizing overall weld quality.
Understanding Narrow Gap Welding in Heavy Fabrication
Before breaking down the financial and metallurgical benefits, it is essential to understand what makes a narrow gap joint unique. Traditional heavy-section welding relies on wide V-grooves or U-grooves. As the thickness of the base metal escalates beyond 50 mm, the cross-sectional area of a conventional wide groove grows exponentially, requiring an unsustainable amount of weld metal to complete the joint.
In contrast, narrow gap welding (NGW) maintains a tight, nearly parallel or narrow V-shaped joint configuration. The groove width typically spans only 9 mm to 16 mm for Gas Metal Arc Welding (GMAW/MIG) and Gas Tungsten Arc Welding (GTAW/TIG), and roughly 18 mm to 30 mm for Submerged Arc Welding (SAW), regardless of how deep the plate or shell goes.
Key Technical Parameters of Narrow Gap Configurations
| Metric / Parameter | Narrow Gap MIG (GMAW) | Narrow Gap TIG (GTAW) | Narrow Gap SAW |
| Maximum Weld Thickness | Up to 400 mm | Up to 600 mm (Flat) | Up to 400 mm |
| Average Groove Width | 9 mm – 16 mm | 9 mm – 10 mm | 18 mm – 30 mm |
| Groove / Bevel Angle | Nearly parallel | Near-parallel / V-shape | 1° – 2° Bevel |
| Passes Per Layer | Typically 1 pass | Typically 1 pass | 1 to 2 passes |
| Common Shielding Gas | Ar 80% + CO₂ 20% | Pure Argon / Specialized | Granular Flux Protection |
By applying automated tracking, synchronized electrode oscillation, and advanced depth control, specialized industrial welding solutions fill these deep, tight trenches layer by layer. This structural design drastically alters the economics of the entire heavy fabrication welding process.
How Narrow Gap Welding Minimizes Material Costs
The direct financial impact of implementing a narrow gap welding system is felt immediately in procurement and utility costs. When evaluating the total cost of ownership for high-thickness fabrication, filler metal consumables, shielding mediums, and electricity represent the vast majority of variable expenses.
1. Radical Reduction in Filler Metal Consumption
Because the cross-sectional area of a narrow gap joint remains uniform throughout the entire thickness of the component, the total volume of required filler wire drops exponentially compared to a traditional V-groove. For a 100 mm thick structural steel plate, a standard wide-angle groove requires a massive amount of weld deposition because the top of the groove flares wide open.
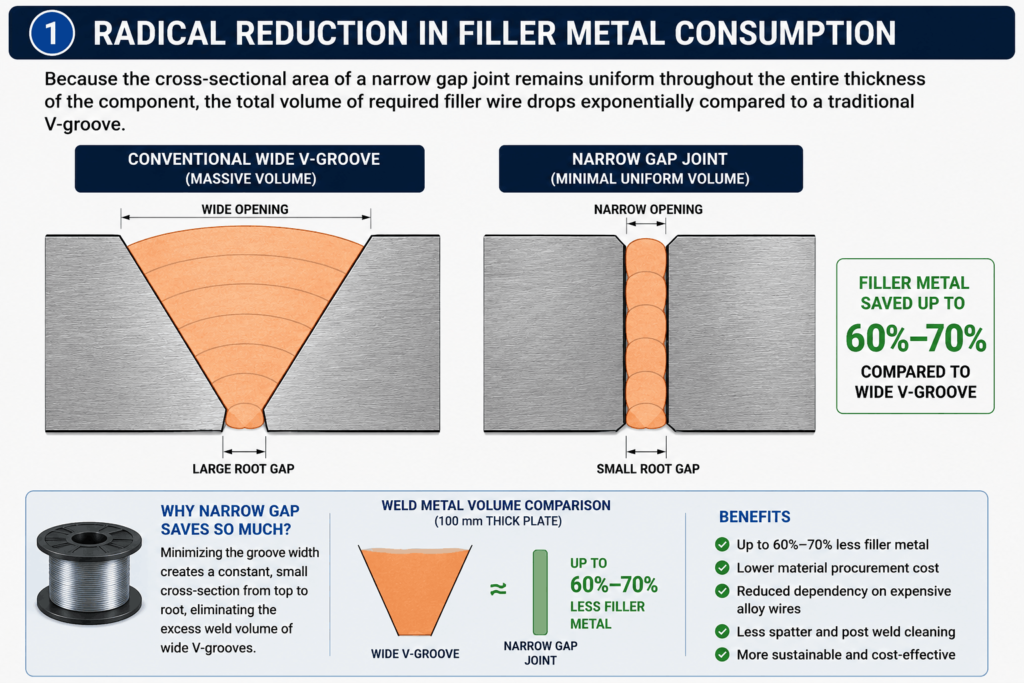
By capping the groove width to a tight parallel line, narrow gap welding saves up to 60% to 70% in total filler wire weight. Minimizing the consumption of specialized alloy wires lowers material procurement budgets significantly.
2. Reduced Shielding Gas and Flux Waste
In automated heavy manufacturing, gas or flux consumption mirrors filler wire usage. Wide grooves demand sprawling gas cups or massive flux distribution systems to shield the expansive weld pool from atmospheric contamination.
- Systems like the Kaiyuan Narrow Gap MIG Welding Machine utilize optimized torch profiles that concentrate the Ar-CO₂ gas blend directly inside the narrow trench.
- For sub-arc applications, specialized configurations ensure automated flux feeding and recovery, meaning less granular flux is exposed to contamination or lost on the shop floor.
3. Substantial Power and Energy Savings
Depositing hundreds of kilograms of filler metal demands immense electrical energy drawn over multiple shifts. Because narrow gap welding reduces the overall weld metal volume, the total arc-on time is slashed by more than half. Fewer passes mean fewer hours of power sources running at high currents, culminating in smaller utility bills and a significantly smaller carbon footprint for the fabrication plant.
Improving Weld Quality through Controlled Heat Input
In heavy-duty industrial engineering, saving money matters little if the mechanical properties of the finished joint fail strict non-destructive testing (NDT) or ultrasonic inspections. Fortunately, the exact geometric features that make narrow gap welding cost-effective also make it metallurgically superior.
Minimizing Thermal Distortion & Residual Stress
One of the greatest adversaries in a heavy fabrication welding process is excessive heat input. When an operator repeatedly passes over a wide groove, the immense accumulation of thermal energy causes severe angular distortion and locked-in residual stresses.
Thermal Distribution Comparison:
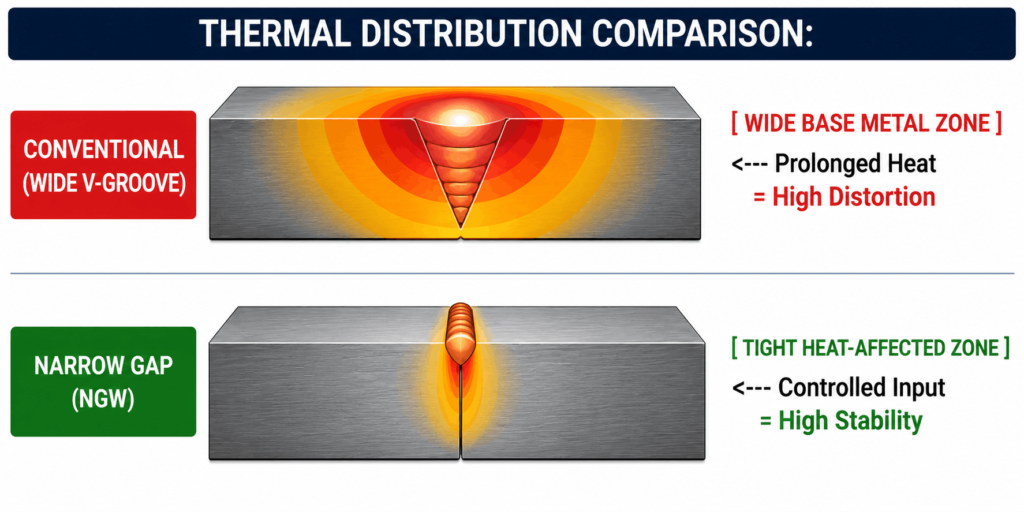
Because NGW setups typically deposit a single, highly efficient pass per layer with rapid travel speeds (often between 100 to 300 mm/min), the total heat input per millimeter of the weld is tightly controlled. This minimizes the heat-affected zone (HAZ), preventing metallurgical degradation and eliminating the need for expensive, time-consuming post-weld straightening or extensive stress-relief thermal cycles.
Enhancing Sidewall Fusion and Root Penetration
Achieving perfect fusion along the deep, vertical walls of a thick joint is incredibly difficult with manual or basic mechanized welding. Lack of sidewall fusion is a frequent cause of radiographic inspection failures.
Advanced systems overcome this by incorporating mechanical or magnetic torch oscillation. For example, the Kaiyuan Narrow Gap TIG Welding Solutions utilize a proprietary electrode oscillation mechanism. This ensures the arc dwells precisely at the left, middle, and right positions of the narrow trench, guaranteeing consistent sidewall penetration, smooth tie-ins, and an ultra-low porosity profile.
Consistent Metallurgical Grain Structure
Because narrow gap systems deposit thin, uniform layers sequentially, the heat from each subsequent pass acts as a localized heat-treatment for the layer beneath it. This continuous, controlled reheating refines the grain structure of the previous weld beads, maximizing impact toughness, ductility, and tensile strength throughout the entire depth of the cross-section.
Overcoming Technical Challenges with Advanced Automation
While the benefits of narrow gap welding are absolute, executing it successfully demands a high degree of technical precision. In a groove that is only 10 mm wide and 150 mm deep, even a minor deviation of half a millimeter can cause the welding wire to short out against the sidewall, causing immediate defects.
To achieve flawless execution, modern heavy manufacturing plants rely on highly integrated automation systems that feature:
- Real-Time Arc Voltage Control (AVC): Automatically maintains the ideal torch height, compensating for any surface irregularities or variations in plate thickness.
- Laser and Seam Tracking Sensors: Advanced optical and tactile tracking sensors scan the narrow joint ahead of the arc, correcting the torch position across three axes instantly to handle sidewall variations.
- Specialized Contact Tips: Heavy fabrication requires rugged torch components. Utilizing chromium zirconium copper contact tips wrapped in plasma paint or stainless steel protective shielding provides maximum component longevity and uninterrupted electrical conductivity inside deep cavities.
For deep-dive technical guidelines on joint designs and macro-etch evaluations of narrow gap structures, welding engineers frequently consult resources provided by the American Welding Society (AWS) or review standard safety and process methodologies outlined via TWI Ltd.
Why Leading Industries Choose Kaiyuan Automation Solutions
Transitioning your production floor to a high-yield automated environment requires more than just buying an off-the-shelf machine; it demands a partnership with heavy automation experts who understand the nuances of metallurgy, mechanical engineering, and system integration.
At Kaiyuan Welding & Cutting Automation India Pvt Ltd (KWAI), we design, build, and deliver state-of-the-art industrial welding solutions engineered specifically for challenging heavy-duty applications. Established in 2015 in Pune, Maharashtra, Kaiyuan brings over 30 years of global technological heritage—combining special proprietary engineering with Panasonic technology to provide unmatched system reliability.
Our product portfolio spans the full gamut of automated heavy fabrication machinery:
- Narrow Gap MIG/MAG Automation: Offering exceptional deposition rates with single-pass layers on plates up to 400 mm thick.
Kaiyuan - Narrow Gap TIG Systems: Providing unparalleled precision, zero-porosity root passes, and automated 3-directional AVC tracking for high-specification alloy materials.
Kaiyuan - Narrow Gap Submerged Arc Welding (SAW): Built with automatic flux feeding, integrated sensors, and multi-position oscillating assemblies to manage ultra-thick vessel shells.
Whether your facility serves the oil and gas sector, pressure vessel manufacturing, shipbuilding, or railway girder production, our comprehensive demo center in Pune allows you to see our automated production lines and deep-groove welding technologies in action before installation.
Optimize Your Production Line with Expert Automation
Are you ready to eliminate high material waste, eliminate weld defects, and significantly lower your operational cycle times? The engineering team at Kaiyuan India is ready to evaluate your existing heavy fabrication workflows and design a customized, turnkey automation system tailored precisely to your production goals.
Don’t let outdated, wide-groove welding methods drain your material budgets and slow down your output. Contact the Automation Engineers at Kaiyuan India Today to request a product catalog, schedule a live demo at our Pune plant, or get a comprehensive technical consultation for your next major project.
Frequently Asked Questions (Q&A)
Q1: What is the typical thickness threshold where narrow gap welding becomes economically viable?
While narrow gap techniques can be used on sections as thin as 12.5 mm, the primary economic advantages—such as massive filler wire and gas savings—become most apparent on material thicknesses of 50 mm and above. At this scale, the difference in weld metal volume between a standard 30-degree V-groove and a 1-degree parallel narrow gap groove is immense.
Q2: How does narrow gap welding prevent defects like lack of sidewall fusion?
Lack of sidewall fusion is prevented through precise torch oscillation and automated seam tracking. Systems like those engineered by Kaiyuan utilize precise mechanical oscillation frequencies that force the welding arc to dwell at the exact borders of the joint, ensuring the base metal sidewalls melt completely and fuse uniformly with the filler metal.
Q3: Can narrow gap welding be used on exotic materials like stainless steel or nickel alloys?
Yes. Narrow gap TIG (GTAW) and MIG (GMAW) processes are highly effective for stainless steel, duplex steels, and nickel-based superalloys. Because these exotic materials are highly sensitive to heat input and prone to hot cracking, the low heat input and minimal thermal cycles of narrow gap welding help preserve their corrosion resistance and mechanical integrity.
Q4: What type of joint preparation or beveling accuracy is required for NGW?
Narrow gap welding demands tighter tolerances during joint preparation compared to manual welding. The edges must be accurately machined or milled using automatic cutting and beveling equipment to ensure the groove width remains uniform throughout the length of the seam. Automated tracking systems help compensate for minor real-world variations.