How Automatic Spot Welding and Strip Cladding Machines Transform Automotive and Sheet Metal Assemblies
The manufacturing industry is undergoing a massive paradigm shift. Consumer demand for safer cars, lighter components, and durable pressure vessels is skyrocketing. Because of this, standard manual fabrication processes are no longer sufficient. Modern assembly lines require absolute precision, high structural integrity, and exceptional speed. To achieve these metrics, forward-thinking manufacturers are moving away from traditional techniques. Instead, they are rapidly adopting a highly specialized, automatic welding machine to anchor their production infrastructure.
At the center of this industrial evolution is the heavy-duty spot welding machine. This piece of machinery serves as a primary pillar in high-speed sheet metal fabrication. It works hand in hand with the advanced strip cladding device, an essential asset used to provide robust surface protection against corrosion and extreme heat. When industrial operations combine these two manufacturing powerhouses, the results are deeply transformative. Operational bottlenecks vanish, material waste plummets, and joint reliability reaches flawless standards.
For modern enterprises aiming to secure a decisive edge in competitive markets, understanding how these automated systems interact is critical. This comprehensive guide details how automated resistance welding and heavy-duty surface cladding systems are rewriting the rules of the automotive and sheet metal sectors.
The Core Dynamics of Modern Spot Welding Machines in Sheet Metal Fabrication
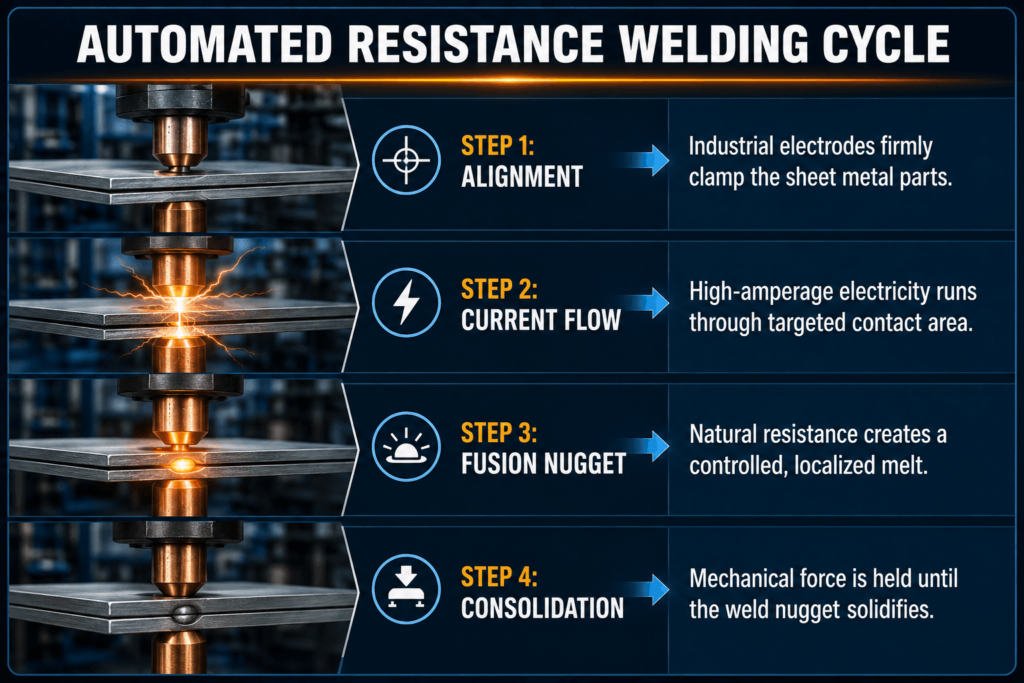
To appreciate the massive impact of automated manufacturing, you must first understand the fundamental core of the technology. The standard industrial spot welding machine operates on the core principles of electrical resistance. It passes a high-volume electrical current directly through the materials being joined. The natural resistance of the metal pieces generates intense localized heat, melting the contact points instantly. Once the current stops, copper-alloy electrodes apply mechanical pressure to fuse the molten metal into a flawless, uniform nugget.
In high-volume sheet metal fabrication, consistency is the defining metric of profitability. Manual operations frequently suffer from human fatigue, misaligned sheet metal joints, and unpredictable heat input. An automated resistance welder entirely eliminates these costly human variables. Built-in microprocessors continuously monitor and modulate electrical output, force application, and cycle times in real time.
This level of digital oversight guarantees that every single weld matches the structural properties of the previous one. This eliminates internal defects like excessive spatter or weak, under-penetrated joints. Additionally, automated systems eliminate the need for secondary grinding or clean-up work, allowing parts to move directly to the next stage of assembly.
Accelerating Production via Automotive Welding Automation
The global automotive manufacturing industry is highly demanding. Vehicle assembly lines regularly handle thousands of intricate parts every day, and each component demands strict compliance with international safety protocols. In this environment, automotive welding automation is not just an optional luxury; it is a fundamental operational necessity. Structural sub-assemblies—such as door pillars, floor pans, firewalls, and bracket assemblies—rely heavily on rapid, repeatable joints to ensure the crashworthiness of the final vehicle.
Integrating an automatic welding machine into an automotive production line delivers immediate, compounding advantages:
- Substantially Faster Cycles: High-speed pneumatic or servo-driven setups execute dozens of precise welds in under a minute, far outperforming manual operators.
- Minimized Heat-Affected Zones (HAZ): Rapid, microsecond electrical discharges apply heat only where it is needed. This prevents the thin structural metals from warping, twisting, or degrading.
- Optimized Resource Allocation: Transitioning manual welders away from repetitive, straining tasks and into supervisory roles optimizes human capital. This change also drastically reduces workplace injuries and repetitive strain claims.
Furthermore, the introduction of ultra-high-strength steels (UHSS) and lightweight aluminum alloys in car designs introduces significant manufacturing challenges. These specialty materials react poorly to prolonged, uneven heat exposure. Advanced resistance welding setups solve this problem. They deliver short, high-energy bursts coupled with precise mechanical force, allowing factories to assemble lightweight, fuel-efficient vehicles without sacrificing passenger safety.
Demystifying the Strip Cladding Device: Protecting Components Under Stress
While joining two pieces of sheet metal together is vital, protecting those components from harsh environments is equally important. This is where the specialized strip cladding device proves its immense value. Unlike a traditional spot welding machine that joins distinct parts edge-to-edge, cladding focuses entirely on surface enhancement. It applies a thick, uniform layer of high-performance alloy onto a cheaper base metal, creating a highly resilient protective shield.
This process typically relies on advanced techniques such as the automated electroslag cladding process or submerged arc welding (SAW). During operation, a wide metal strip—frequently made of stainless steel or a nickel-based alloy—is continuously fed onto the surface of the component. The machinery melts the strip overlay uniformly, bonding it perfectly to the heavy base metal with minimal dilution.
This advanced surface treatment is highly valued across demanding industries, including:
- Petrochemical Processing Vessels: Protecting large storage tanks and reactors from volatile chemical erosion.
- Power Generation Infrastructures: Guarding critical internal boiler surfaces against high-temperature steam oxidation.
- Marine Transport Equipment: Preventing structural degradation from continuous exposure to saltwater and ocean brine.
By utilizing a high-efficiency cladding system, engineering teams can manufacture the main body of a large pressure vessel out of standard, cost-effective carbon steel. They can then clad only the vulnerable interior walls with a premium, corrosion-resistant alloy. This balanced manufacturing approach saves thousands of dollars in raw material costs while extending the working lifespan of the equipment by decades.
Spot Welding vs. Strip Cladding: Understanding Their Roles
To build a truly optimized manufacturing workflow, production engineers must clearly distinguish between these two core automated processes. While both utilize electrical energy to melt and fuse metal, their operational goals, mechanical configurations, and everyday factory applications are completely different.
| Operational Criteria | Spot Welding Machine Technology | Strip Cladding Device System |
| Primary Industrial Objective | Securely fuses overlapping sheets of metal at specific, high-strength contact points. | Applies an even, continuous protective overlay across a broad component surface. |
| Material Thickness Focus | Optimized for thin to medium gauges, primarily in sheet metal fabrication. | Designed for heavy-duty plate surfaces and large-diameter industrial piping. |
| Consumable Consumption | Uses non-consumable copper-alloy electrodes to apply localized pressure. | Consumes wide alloy metal strips along with specialized protective fluxes. |
| Common Factory Applications | Vehicle body frames, appliance enclosures, and specialized bracket assemblies. | Inside walls of chemical reactors, heavy pressure vessels, and marine components. |
Integrating these two distinct technologies into a unified production network allows industrial facilities to cover all bases. They can build strong, lightweight structures using automated resistance spot welding, and protect heavy-duty, high-stress components with precise surface cladding.
Exploring Advanced Variants: The Projection Welding Machine
As production demands grow more complex, standard spot welding methods sometimes run into physical limits. For example, joining thick nuts, heavy threaded studs, or intricate brackets to ultra-thin sheet metal can cause uneven heat distribution, often resulting in surface deformities or weak joints. To overcome these specific manufacturing hurdles, industrial facilities rely on the specialized projection welding machine.
This advanced variation flips the traditional spot welding process on its head. Instead of relying on pointed copper electrodes to concentrate the electrical current, it utilizes pre-formed embossed points, or “projections,” stamped directly into the workpiece.
When the flat welding dies press the pieces together, the electrical current is forced to flow exclusively through these tiny raised projections. This creates several immediate advantages for complex production lines:
- Multiple Welds at Once: A single stroke of the press can fuse several projections simultaneously, drastically cutting down total assembly time.
- Significantly Longer Tool Life: Because the machine uses large, flat mating dies rather than pointed tips, tool wear is distributed evenly. This minimizes downtime for electrode dressing.
- Impeccable Visual Finish: Concentrating the energy inside the projection protects the exterior surfaces from heat discoloration, ensuring a clean aesthetic finish.
This specialized technique is widely used across modern automotive assembly lines to secure vital mounting brackets, structural fasteners, and internal dash components quickly and cleanly.
Key Technical Specifications for Engineering Teams
Selecting the ideal machinery for your factory floor requires a deep, data-driven look at engineering specifications. To help your team make an informed decision, here is an overview of the technical baselines required for high-performance industrial operations.
High-Performance Resistance Welder Specifications
- Nominal Power Capacity: Ranging from 50 kVA up to 300 kVA to effortlessly handle varying material thicknesses.
- Primary Input Voltage: Standardized for industrial power grids at 415V, alternating at a steady 50/60 Hz.
- Maximum Electrode Force: Capable of delivering between 4,000 N and 15,000 N of pneumatic or servo force for consistent compression.
- Control Architecture: Equipped with advanced, multi-program microprocessors featuring real-time current monitoring and adjustment.
Heavy-Duty Strip Cladding System Specifications
- Compatible Strip Widths: Supports standard material profiles from 30 mm up to 90 mm to optimize surface coverage.
- Welding Current Output: Delivers a powerful, continuous 400 A to 1200 A direct current (DC) for deep, reliable fusion.
- Travel Speed Range: Highly adjustable travel controls moving from 50 mm/min up to 500 mm/min to fine-tune layer thickness.
- Integrated Flux Recovery: High-efficiency vacuum recovery systems that collect and recycle unused welding flux automatically.
Step-by-Step Implementation Strategy for Your Factory Floor
Upgrading a traditional manufacturing plant to a fully automated system requires careful planning. To prevent unexpected production stops and ensure a smooth transition, follow this proven four-stage implementation strategy.
Phase 1: Comprehensive Assessment and Part Auditing
Before buying any new hardware, conduct a detailed audit of your current production line. Map out your exact material types, average sheet thicknesses, and daily production quotas. Identify your primary operational bottlenecks, such as areas with slow manual assembly or high weld rejection rates. Use this data to choose the right machinery configurations for your specific needs.
Phase 2: Infrastructure and Power Upgrades
Automated production machinery has specific power and utility requirements. Ensure your facility’s electrical grid can handle the high currents drawn by a large resistance welder or a heavy-duty cladding system without dropping voltage. Additionally, install clean, dry, compressed air lines to power the pneumatic actuators, and setup dedicated industrial water chillers to keep the welding electrodes at safe operating temperatures.
Phase 3: System Calibration and Programming
Once the machinery is installed, work closely with technical experts to program your initial welding schedules. Enter the exact material profiles, clamping forces, hold times, and current curves into the control interface. Run test batches on scrap metal and use destructive testing methods, such as chisel or peel tests, to verify the strength of the weld nuggets before going live.
Phase 4: Workforce Training and Safety Protocols
An automated production line is only as efficient as the team operating it. Provide comprehensive technical training for your operators, focusing on digital interface management, electrode maintenance, and troubleshooting. At the same time, enforce strict workplace safety rules, including the use of proper flash-shielding curtains, automated safety interlocks, and appropriate personal protective equipment (PPE).
Enhancing Quality Assurance via Digital Monitoring
In the past, factories checked weld quality by waiting until a part was finished, pulling it off the line, and breaking it open to inspect the internal joints. While effective, this manual testing strategy destroys perfectly good parts and fails to catch defects as they happen. Modern automated machinery solves this problem by using continuous digital monitoring systems.
Advanced, high-performance setups utilize inline sensors that track critical metrics during every millisecond of the weld cycle:
If a sudden voltage drop or an unexpected loss of mechanical pressure occurs, the control system instantly flags the specific part and alerts the operator. This allows the factory to stop the line immediately, fix the issue, and prevent entire batches of defective parts from reaching the assembly stage. This real-time traceability is incredibly valuable for automotive component suppliers who must meet strict international quality compliance standards.
Maximizing Equipment Longevity Through Preventative Maintenance
Investing in advanced manufacturing machinery is a great way to boost productivity, but keeping those systems running efficiently requires a consistent preventative maintenance plan. Neglecting basic maintenance leads to premature tool wear, unexpected downtime, and costly emergency repairs.
Every Day: Surface Cleaning and Visual Inspections
At the start of every shift, operators should visually inspect the welding electrodes or cladding heads. Look closely for signs of “electrode mushrooming,” which occurs when the copper tips deform under high heat and pressure. Clean away any accumulated metal spatter, check all pneumatic lines for air leaks, and ensure the cooling water lines are flowing smoothly.
Every Week: Electrical and Mechanical Alignments
Over a week of high-speed operation, constant mechanical vibrations can slightly shift precise component alignments. Check the physical alignment of the welding electrodes to ensure they meet perfectly flat against the workpieces. Additionally, inspect the primary electrical connections and ground cables, cleaning off any surface oxidation to maintain a stable, efficient flow of electricity.
Every Month: Software Calibrations and deep Lubrication
Once a month, check and lubricate all moving mechanical parts, including linear guide rails, servo-driven ball screws, and heavy gearboxes. Use certified testing tools to recalibrate the internal current sensors and load cells against official manufacturer specifications. Finally, back up your custom welding programs and install any verified software updates from the equipment manufacturer.
Partner with Kaiyuan for Industrial Automation
Achieving world-class manufacturing efficiency requires more than just buying new machinery; it requires partnering with an experienced industry expert. Kaiyuan Welding & Cutting Automation India Pvt. Ltd. (KWAI) is a trusted leader in designing, manufacturing, and deploying high-performance industrial automation systems across India. Established in 2015 in Pune, Maharashtra, we provide state-of-the-art welding technology tailored to your specific operational goals.
Our extensive industrial product catalog features cutting-edge options designed to upgrade your production floor:
- Advanced Resistance Welders: Discover our high-precision Single Phase AC Spot/Projection Welder and our efficient MF DC Inverter Spot/Projection Welder lineups built for flawless sheet metal fabrication.
- Heavy-Duty Cladding Equipment: Optimize your surface protection workflows with our specialized Strip Cladding Device, built to handle both submerged arc welding and advanced electroslag processes.
- Customized Production Lines: Scale your factory floor with fully integrated production systems tailored for heavy manufacturing and automotive sub-assemblies.
Whether you need to boost production speeds with high-performance automotive welding automation or protect critical industrial components from harsh corrosion, the expert team at Kaiyuan has the engineering expertise to build your ideal solution.
Frequently Asked Questions
What are the main differences between spot welding and projection welding?
A standard spot welding machine uses pointed copper-alloy electrodes to apply localized heat and pressure directly to overlapping sheets of metal. In contrast, a projection welding machine utilizes small, pre-formed raised points stamped into the workpiece itself. This allows the machine to use large, flat mating dies, enabling it to make multiple welds simultaneously, extend tool life, and deliver a cleaner surface finish.
How does electroslag cladding differ from submerged arc welding?
While both processes apply a protective metal overlay to a base component, they generate heat differently. Submerged arc welding (SAW) relies on a continuous electric arc buried beneath a layer of granular flux to melt the metal strip. The electroslag cladding process runs electrical current directly through a conductive, molten flux slag, completely eliminating the electric arc. This alternative method generates a more stable heat input, results in lower material dilution, and creates an exceptionally smooth surface finish.
Which specific industries benefit the most from automated cladding systems?
Automated cladding systems are highly valued by industries that operate in demanding, high-stress environments. This includes oil and gas refineries, chemical processing plants, power generation facilities, and marine transport manufacturers. Cladding allows these industries to build large equipment out of cost-effective structural steels and coat the critical surfaces with high-performance, corrosion-resistant alloys.
How does automotive welding automation improve workplace safety?
Transitioning manual welding tasks to an automated system removes operators from hazardous environments filled with intense electrical currents, flying metal spatter, and toxic welding fumes. Employees move into safer, supervisory roles managing the digital interfaces, which drastically reduces workplace injuries, arc-eye flash burns, and long-term strain injuries.
What is electrode mushrooming, and how can factories prevent it?
Electrode mushrooming occurs when the intense heat and mechanical pressure of repetitive welding cycles cause the copper electrode tips to deform and widen over time. This widening spreads out the electrical current, leading to weak, under-penetrated welds. Factories can manage this issue by installing high-efficiency water cooling systems, using durable copper-zirconium alloys, and scheduling regular electrode dressing cycles to restore the correct tip shape.