Industrial Welding Automation Solutions: How to Select the Right System
The modern industrial manufacturing environment is shifting rapidly away from slow, inconsistent manual operations toward highly optimized, high-throughput systems. At the center of this structural shift is industrial welding automation, a technological evolution that turns a historically labor-dependent task into a highly predictable, repeatable, and profitable asset.
For large-scale structural fabricators, pressure vessel manufacturers, and automotive suppliers, the core challenge is no longer deciding if you should automate, but identifying how to select the precise automatic welding solutions that match your shop floor’s specific operational needs. Implementing a generic setup without evaluating your exact mechanical requirements can result in costly workflow integration errors, underutilized hardware, and long payback cycles.
Selecting the right welding automation machine involves aligning production volume, geometric complexity, metallurgical demands, and capital investment budgets with the right hardware configuration. Making a flawed choice can hurt your bottom line. Conversely, a carefully matched setup can slash cycles times by up to 80% while ensuring structural reliability.
This comprehensive technical guide breaks down the essential criteria for choosing an automated welding system. It highlights advanced arc processes, mechanical tracking mechanisms, and application frameworks designed to maximize structural production efficiency.
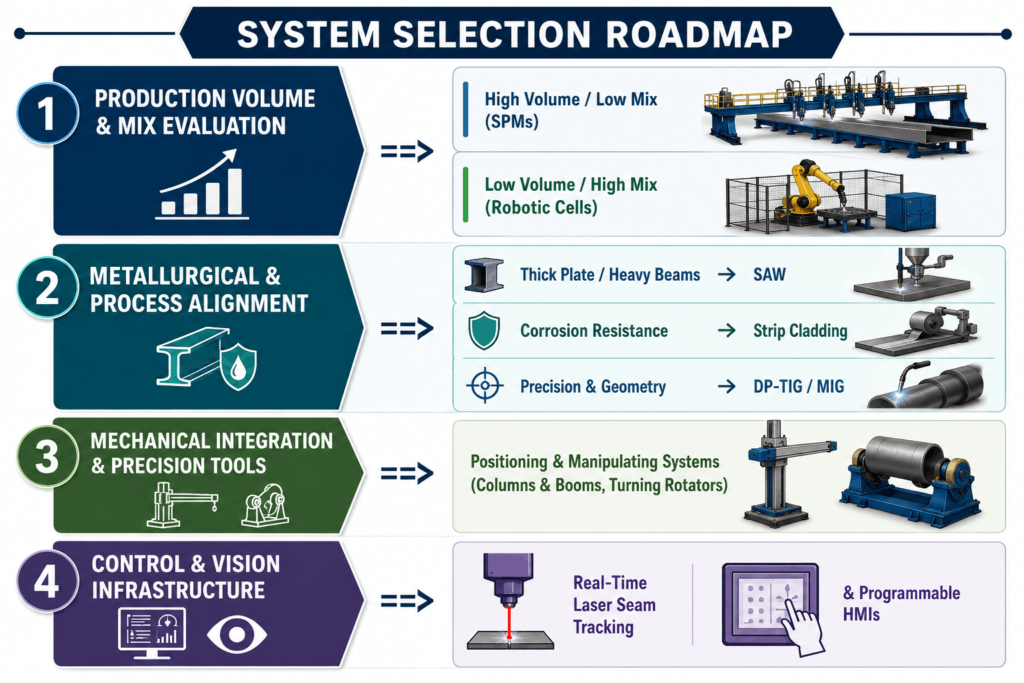
1. Analyze Your Production Volume and Product Mix
Before evaluating specific welding power sources or robotic articulation axes, you must conduct an exhaustive analysis of your current and projected production profiles. Industrial fabrication generally falls into two distinct operational paradigms:
High-Volume, Low-Mix (HVLM)
If your facility produces thousands of identical structural components with little to no dimensional variation, your operations are perfectly suited for Dedicated Automation or Special Purpose Machines (SPMs). These systems are engineered to perform specific, repetitive tasks with maximum speed.
A prime example is the heavy-duty material handling sector. Producing conveyor networks demands thousands of uniform idler rollers. Trying to execute this with disjointed manual setups creates massive floor bottlenecks.
By employing an end-to-end integrated line—such as a specialized idler roller manufacturing machine that handles automated pipe cutting, double-ended boring, housing assembly, and synchronized perimeter welding—raw steel tubing is systematically converted into a finished conveyor component with minimal operator intervention.
Low-Volume, High-Mix (LVHM)
When your shop floor regularly manages diverse batch runs with shifting geometries, custom lengths, and variable joint positions, it requires the agility of Programmable Robotic Welding Cells. These configurations feature articulated multi-axis arms integrated with intelligent controller interfaces. They allow engineers to quickly swap out software programs or leverage offline tracking systems to adapt to structural design changes without physical re-tooling.
2. Match the Automation System to Your Primary Arc Process
Every welding process introduces distinct thermal, electrical, and mechanical forces to the joint area. Your choice of automation hardware must be tailored to handle the specific arc delivery system required for your material thickness and performance specifications.
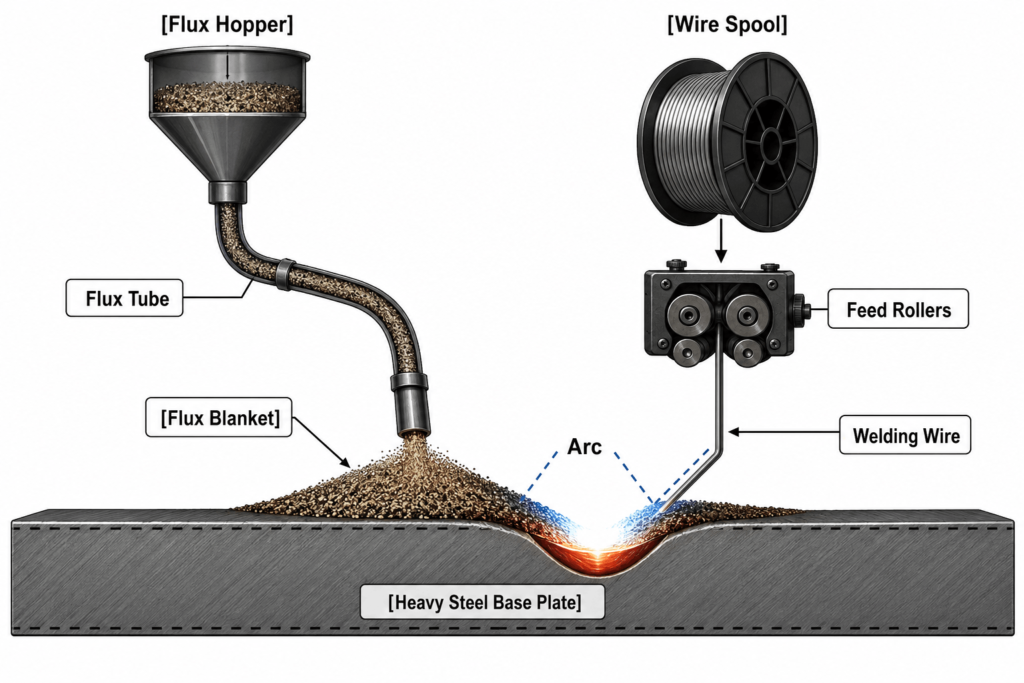
Submerged Arc Welding (SAW) Automation
For heavy infrastructure, thick plate joining, and massive pressure vessel fabrication, Submerged Arc Welding remains the standard for high-deposition performance. Because SAW utilizes a continuous, consumable bare wire electrode blanketed under a layer of granular, fusible flux, the system generates immense heat and high deposition rates without exposing operators to bright arc flash or dangerous fumes.
Automating this process requires robust, vibration-free mechanical rigs. Integrating heavy-duty power sources with specialized columns, booms, and turning rolls allows manufacturers to lay down multi-pass welds on thick-walled cylinders seamlessly. This approach eliminates the risk of interlaminar defects and surface porosity that frequently disrupt manual operations. Learn more about optimizing these setups in our complete guide for heavy fabrication industries.
Automated TIG and Deep-Penetration TIG (DP-TIG)
When working with stainless steel, exotic alloys, or precision aerospace assemblies, Gas Tungsten Arc Welding (GTAW/TIG) is preferred for its exceptional metallurgical purity and aesthetic refinement. However, traditional automated TIG can struggle with slower travel speeds and limited penetration depths on thicker materials.
Advanced systems overcome these limitations through deep-penetration technologies like DP-TIG. By implementing specialized high-density inverter power supplies and custom torch cooling setups, automated DP-TIG systems can achieve single-pass, full-penetration welds on thick alloy plates without complex edge beveling. This drastically lowers shielding gas consumption and cuts filler wire costs.
Automated MIG/MAG (GMAW) and Narrow Gap Systems
Gas Metal Arc Welding (GMAW/MIG) is highly versatile and easily automated across structural steel projects. When fabricating thick-walled structural members, traditional V-groove preparations require substantial volume fills, driving up wire consumption and total heat input.
To optimize material costs and improve mechanical properties, look for specialized Narrow Gap MIG systems. These specialized welding automation solutions use precise torch oscillation and advanced wire feeding mechanics to operate within narrow groove preparations. This dramatically reduces total weld volume and prevents multi-pass thermal warping.
3. Evaluate the Mechanical Manipulators and Positioning Infrastructure
An automated welding setup is only as accurate as its mechanical delivery system. Even the most advanced power source cannot compensate for physical vibrations, jerky cross-slides, or unstable workpieces. To achieve true automated precision, your system must incorporate high-end mechanical positioning accessories.
- Welding Columns and Booms (Manipulators): These heavy-duty industrial structures position the automated weld head directly over the workpiece. Look for configurations featuring precision-machined guide rails, variable-speed motorized travel, and robust anti-fall safety devices to ensure stable torch tracking along long linear tracks.
- Heavy-Duty Welding Rotators and Turning Rolls: Essential for cylindrical and pipe fabrication, these systems rotate vessels at uniform peripheral speeds. Selecting rotators equipped with durable polyurethane tires, self-aligning wheel carriers, and synchronized electronic drives prevents slippage and keeps travel speeds perfectly consistent.
- Multi-Axis Positioners: For complex, non-cylindrical parts, multi-axis positioners tilt and rotate the assembly in real time. This keeps the weld puddle in the optimal flat or horizontal position, leveraging gravity to ensure uniform bead profile distribution.
4. Invest in Intelligent Tracking and Sensing Systems
In real-world fabrication settings, component parts rarely match the perfect geometries found in CAD models. Thermal distortion from previous passes, minor pre-weld fit-up variations, and structural plate warping can all push the actual joint path away from the programmed trajectory.
To maintain flawless quality without constant operator adjustments, your automated systems should feature modern, integrated tracking sensors.
Laser-Guided Vision Systems
These optical sensors mount just ahead of the welding torch, projecting a laser line across the joint profile. The system captures the reflected light profile via a high-speed camera, analyzing joint width, root gaps, and alignment offsets in real time. The digital controller automatically adjusts the motorized cross-slides, ensuring the electrode stays perfectly centered within the groove.
Tactile Seam Tracking
For straightforward applications or harsh environments with heavy smoke and dust, mechanical tactile tracking offers a reliable, low-maintenance alternative. A durable probe rides directly within the seam, mechanically triggering micro-switches that signal the positioning slides to correct for physical height and lateral deviations on the fly.
5. Prioritize Controller Usability and Safety Compliance
An industrial welding automation solution should simplify your production workflows, not add unnecessary programming complexity. When reviewing system specifications, focus closely on the control interface and integrated safety features:
- Intuitive HMI Panels: Modern PLC and NC controller interfaces should feature clean, graphical Human-Machine Interfaces (HMIs). Operators must be able to quickly store multi-pass parameters, adjust travel speeds on the fly, and monitor voltage, current, and gas flow rates without navigating confusing text-only menus.
- Comprehensive Safety Controls: High-deposition automated processes generate intense radiant energy and heat. Ensure your integrated automation system features comprehensive hardware protections, including interlocked safety curtains, optical flash shielding, emergency stop buttons, and robust fume extraction hoods to fully protect your shop floor operators.
Technical Comparison of Automated Systems
Choosing the right platform requires a balanced look at your production constraints and material requirements. The table below compares key automated technologies across vital industrial metrics:
| Welding Automation Technology | Primary Material Fit | Deposition Efficiency | Geometry Capacity | Key Operational Advantage |
| Submerged Arc Welding (SAW) | Heavy carbon steel plates, thick-walled vessels | Ultra-High (>15 kg/hr) | Long linear runs, large-diameter cylinders | Zero arc flash emission, deep structural penetration |
| Automated DP-TIG | Stainless steel, high-nickel alloys, titanium | Medium (2-5 kg/hr) | Complex precision profiles, tube-to-tubesheet | Radiographic-grade purity, clean root passes |
| Narrow Gap MIG | Thick structural columns, heavy equipment frames | High (5-10 kg/hr) | Deep, narrow bevel geometries | Up to 60% reduction in consumable wire usage |
| Automated Strip Cladding | Internal pressure vessels, wear plates | Very High (>12 kg/hr) | Large flat planes, internal cylinder linings | Minimal base metal dilution, smooth surface profiles |
Elevate Your Production with Engineering Excellence
At Kaiyuan Welding & Cutting Automation India Pvt Ltd, we don’t just sell generic equipment—we engineer high-performance industrial welding automation solutions tailored to your exact manufacturing needs. Established in 2015 in Pune, Maharashtra, our world-class facility combines innovative proprietary designs with advanced global technology platforms to build incredibly reliable systems for structural steel, pressure vessel, railway, and shipbuilding fabricators.
Whether you need to step up throughput with a specialized submerged arc welding machine, apply precise protective overlays with an advanced cladding machine, or implement an end-to-end automated idler roller line, our experienced engineering team is ready to guide you from initial project design to final floor commissioning.
Ready to eliminate production bottlenecks, reduce labor costs, and achieve perfect weld quality on every run?
Contact our automation consultants today at info@kaiyuan.in or call our Pune headquarters directly at +918956613642 to schedule a live technology demonstration at our advanced Pune demo center. Let’s design the future of your manufacturing operations together.
Frequently Asked Questions
Q: How does industrial welding automation mitigate the effects of thermal distortion?
Automated systems maintain highly consistent, elevated travel speeds that keep total heat input per unit length significantly lower than manual processes. By optimizing thermal input and using synchronized mechanical positioning tools like heavy-duty rotators and multi-axis positioners, automated systems distribute heat uniformly across the component. This prevents localized heat buildup and eliminates structural warping.
Q: What is the typical payback period (ROI) for an automated welding system?
Most heavy manufacturing facilities see full capital investment payback within 12 to 18 months of commissioning. This fast ROI is driven by substantial gains in arc-on time (often rising from 25% with manual welding to over 75% with automation), a significant reduction in consumable scrap material, and the elimination of expensive post-weld grinding and rework.
Q: Can automated systems handle components with poor pre-weld fit-up tolerances?
Yes. While precise pre-weld preparation is always ideal, integrating intelligent tracking systems allows modern automation to easily handle minor deviations. Laser-guided vision systems scan joint variations in real time, automatically modifying travel speeds, voltage parameters, and torch positions to ensure robust joint fusion even when root gaps vary.