
Submerged Arc Welding (SAW): Complete Guide for Heavy Fabrication Industries
The demands of modern industrial manufacturing require structural joints that offer uncompromising strength, absolute metallurgical integrity, and high-speed production. For sectors dealing with thick-plate structural steel, heavy pressure vessels, marine vessels, and wind tower foundations, conventional manual welding methods are simply insufficient. This is where Submerged Arc Welding (SAW) asserts itself as the undisputed backbone of heavy engineering.
By shielding the electrical arc beneath a deep blanket of granular, fusible flux, the Submerged Arc Welding process eliminates the environmental hazards of open-arc welding—such as intense ultraviolet radiation, blinding sparks, and toxic fumes—while delivering unmatched deposition rates and deep joint penetration.
To achieve profitability and fulfill strict structural codes, heavy fabrication industries rely on cutting-edge systems. Kaiyuan Welding & Cutting Automation India Pvt Ltd provides industrial manufacturing with state-of-the-art Submerged Arc Welding solutions. Designed with proprietary innovations and Panasonic technology, these systems offer high reliability and automation capabilities tailored for the structural steel and heavy engineering landscape.
What is Submerged Arc Welding (SAW)?
Submerged Arc Welding is an automated or semi-automated wire-feed welding process designed for making continuous, long longitudinal or circumferential joints on thick metallic plates. Unlike Gas Metal Arc Welding (GMAW) or Shielded Metal Arc Welding (SMAW), where the arc is exposed to the ambient atmosphere or protected by a localized shielding gas envelope, the SAW process operates entirely beneath an engineered mineral flux layer.
The Core Mechanics of the Process
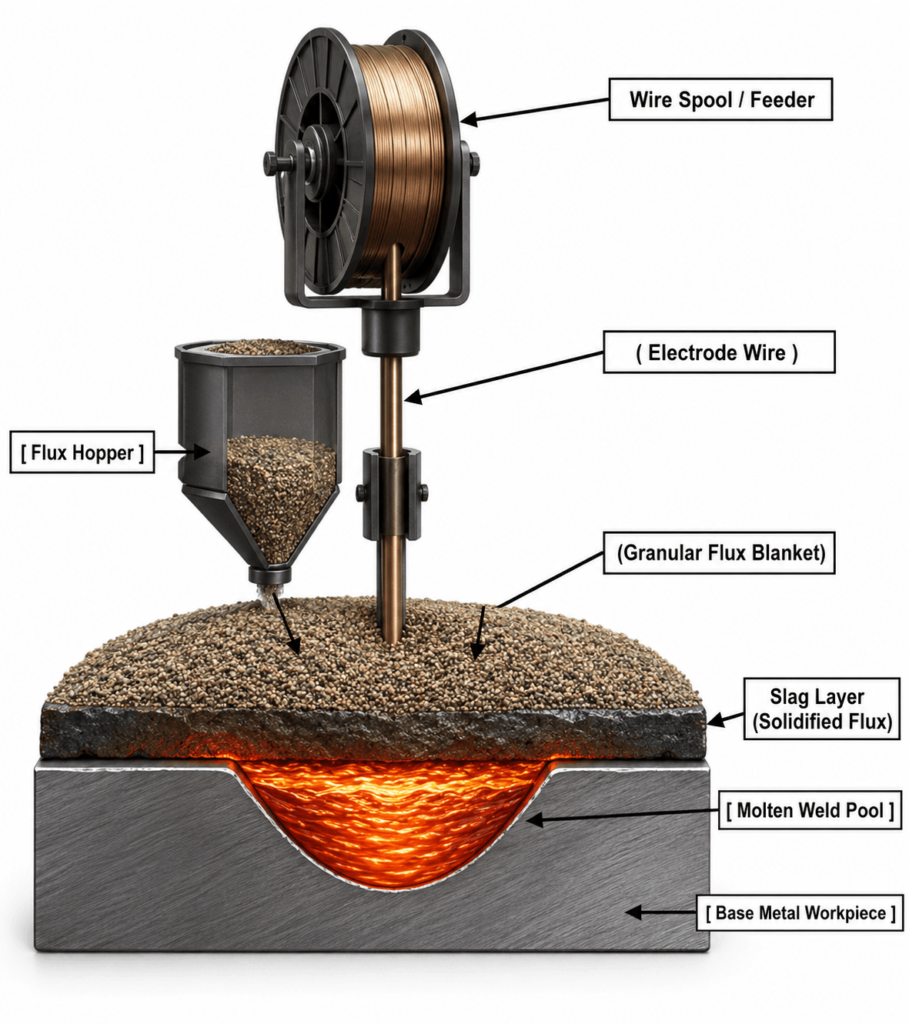
During operation, a continuously fed solid or cored wire electrode is directed into the joint prep area. Concurrently, a precise stream of granular flux is deposited from an attached flux hopper directly ahead of the advancing welding head. The electrical arc strikes between the tip of the electrode wire and the base metal workpiece, completely hidden beneath this granular bed.
The intense heat generated by the concentrated high-amperage current melts a portion of the electrode, the base metal plates, and a localized zone of the surrounding flux. This creates a highly stable, molten puddle.
As the welding head moves along the seam at a constant travel speed, the molten metal cools and solidifies into a exceptionally clean, high-strength joint weld bead. The molten flux floats to the surface, forming a protective, easily detachable layer of solidified slag that prevents atmospheric contamination and controls the cooling rate of the weldment.
Key Components of an Industrial SAW System
An industrial-grade Submerged Arc Welding installation requires specialized hardware engineered to withstand severe environments and deliver continuous duty cycles.
1. Robust SAW Power Sources
The foundation of any high-penetration welding cell is its power source. Industrial fabrication demands stable voltage and current delivery over continuous shifts. Kaiyuan offers advanced industrial solutions across three major designs:
- Thyristor-Based Power Source: Utilizing heavy-duty thyristor-controlled rectifiers, these units (such as the rugged Kaiyuan ZD5 series) provide absolute arc stability, excellent arc-striking characteristics, and full protection against voltage fluctuations. They are engineered with dust-proof compartments and specific physical insulation (IP21S protection class) to separate the control circuitry from main transformer interference.
- Inverter-Based Power Source: Known for energy efficiency, quick dynamic feedback loops, and highly responsive arc control, which is essential for specialized alloys and intricate multi-pass paths.
- AC/DC Power Source: Enables advanced configurations such as tandem-wire systems, where a DC lead wire ensures maximum root penetration while an AC trail wire rapidly deposits filler metal without arc blow issues.
2. SAW Tractors and Modular Welding Heads
To guide the heavy wire and flux down long seams, automated tractors or column-and-boom mounted welding heads are used. Kaiyuan’s equipment line includes:
- Z Series and M Series Tractors: Highly versatile self-propelled carriage units designed to ride directly on the workpiece or along standard tracking rails for uniform straight-line longitudinal welds.
- Twin Wire and Tandem Systems: Heavy-duty configurations (like the N Series twin wire tractor) that feed multiple wires into a single weld pool to significantly increase material deposition rates.
- Boom-Mounted Heads: Integrated directly into massive welding manipulators for executing circumferential seams on large-diameter tanks and rotating pressure vessels.
3. Integrated Flux Management
Unfused granular flux ahead of the weld zone must be recovered to maintain clean operations and cut material costs. Modern systems feature automatic flux feeding systems coupled with continuous vacuum recovery systems, ensuring a closed-loop flux lifecycle that keeps the production environment dust-free.
Crucial Submerged Arc Welding Parameters
Achieving an optimal bead profile, precise throat thickness, and clean mechanical properties requires balancing the primary variables of the Submerged Arc Welding process.
| Welding Parameter | Direct Influence on Weld Joint Quality |
| Welding Current (Amperage) | Controls the melting rate of the electrode wire and directly determines the depth of joint penetration. Excessive amperage leads to burn-through, while low current causes lack of fusion. |
| Arc Voltage | Determines the length of the arc beneath the flux. Increasing voltage widens the weld bead width, increases flux consumption, and flattens the bead profile. |
| Travel Speed | Dictates the heat input per unit length. High travel speeds cause narrow beads, undercut defects, and porosity due to rapid cooling. Slow speeds can cause a sprawling weld puddle and excessive heat-affected zones (HAZ). |
| Wire Diameter & Extension | Smaller wire diameters at equal currents yield higher current densities and deeper penetration. Electrical stick-out length controls preheating of the wire, altering the deposition rate. |
Essential LSI Keywords in Modern Industrial Heavy Fabrication
To fully understand how Submerged Arc Welding works in large-scale production, engineers must consider several interconnected concepts, tools, and industrial materials:
- Welding Machine: The specialized hardware package, including the wire feeder, control interface, and carriage, that manages the torch orientation and travel path.
- Welding Current: The electrical force, often ranging between 300A and 1600A in heavy automation, that drives the thermal energy required for thick-plate structural steel melting.
- Shielding Gas Alternative: Granular flux acts as the modern alternative to shielding gases like Argon or CO2, protecting the molten metal from atmospheric oxygen, nitrogen, and hydrogen embrittlement.
- Welding Automation: The integration of mechanical column-and-booms, motorized rotators, and programmable parameters to eliminate human error and achieve maximum uptime.
- Joint Penetration: The depth to which the base metal melts and fuses with the filler material, which is critical for safety-critical components like pressure vessels.
- Thick-Plate Structural Steel: High-strength structural steel plates (typically greater than 15mm in thickness) that require deep-groove welding in bridge building and heavy machinery fabrication.
- Deposition Rate: The weight of filler metal deposited into the joint per hour (kg/h). SAW systems consistently achieve some of the highest deposition rates among industrial processes.
- Heat-Affected Zone (HAZ): The area of base metal that does not melt but has its microstructure and mechanical properties altered by the intense heat input. Controlling HAZ is critical to preventing cold cracking.
- Welding Flux: The granular chemical blend of oxides, silicates, and halides that scavenges impurities, deoxidizes the weld puddle, and shapes the final bead morphology.
Advanced SAW Technology: Narrow Gap and Strip Cladding
Standard Submerged Arc Welding processes require open V-groove preparations that consume significant volumes of filler wire and flux on exceptionally thick plates. To overcome this limitation, specialized variants have been developed for heavy fabrication environments.
Narrow Gap Submerged Arc Welding (NG-SAW)
Designed to join thick steel plates ranging up to 400mm, Narrow Gap SAW replaces the wide, traditional joint preparation with a tight, nearly parallel groove possessing a minimal root opening (typically 18mm to 30mm wide).
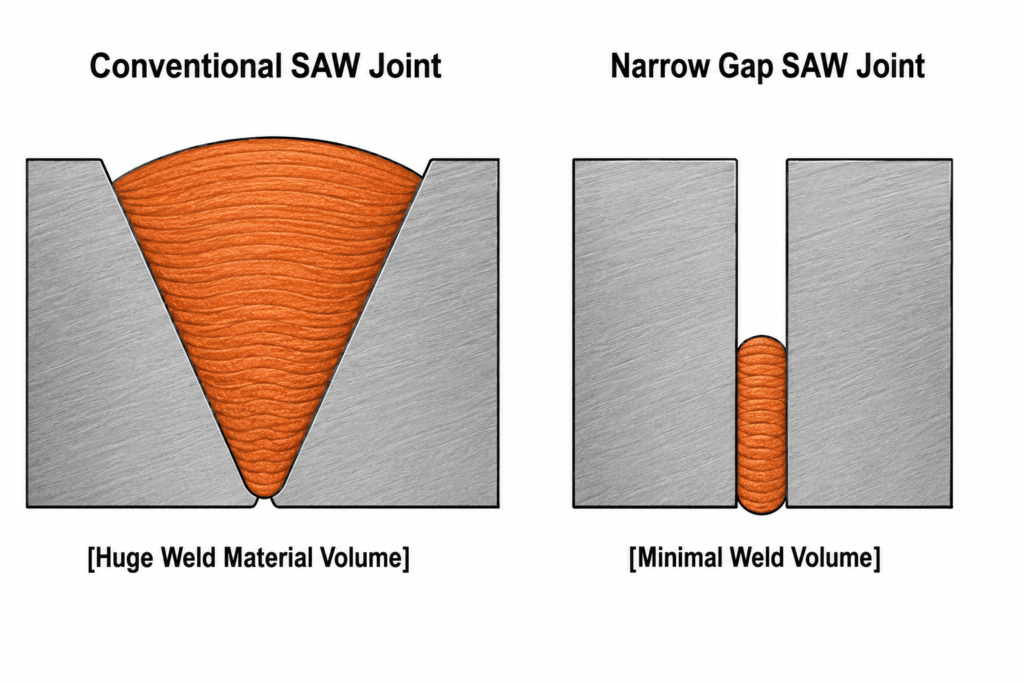
[Image comparison of standard V-groove vs. Narrow Gap welding profiles]
By utilizing advanced oscillating torch tips, precise sidewall tracking sensors, and specialized slim nozzles, the narrow gap technique minimizes filler metal consumption, cuts overall welding cycle times, and keeps total heat input low. This reduction in heat input shrinks the heat-affected zone and curtails thermal distortion across heavy structural components.
Automated Strip Cladding Systems
When heavy pressure vessels or chemical reactors require interior corrosion-resistant or wear-resistant surfaces, standard wire electrodes are inefficient. Industrial facilities leverage SAW power sources connected to specialized wide-strip cladding heads.
By feeding a thin, wide metallic strip (ranging from 30mm to 120mm in width) instead of a round wire, the system creates wide, uniform surface overlays. This process delivers low base-metal dilution rates, minimal crack sensitivity, and high deposition rates, making it an ideal choice for surface engineering on heavy tubesheets and chemical reactor walls.
Industrial Applications of SAW
The unique capabilities of the Submerged Arc Welding process make it a preferred technique across heavy engineering sectors where structural failure is not an option:
- Pre-Engineered Buildings (PEB) & Structural Infrastructure: Fabrication of massive, high-load H-beams, I-girders, and box columns for high-rise buildings, industrial warehouses, and long-span bridges.
- Pressure Vessels, Boilers, & Heat Exchangers: Continuous circumferential and longitudinal seam welding on thick-walled vessels designed to safely contain high-pressure gases and volatile fluids under extreme thermal conditions. Learn more about the rigorous international design standards for these systems through the American Society of Mechanical Engineers (ASME) Boiler and Pressure Vessel Code.
- Wind Tower Foundations & Monopiles: Large-scale fabrication of massive steel tubes that support offshore and onshore wind turbines, where structural fatigue resistance against cyclic wind loads is paramount.
- Shipbuilding and Marine Construction: Assembly of large deck plates, double bottoms, and structural stiffeners within ship hulls, requiring lengthy, error-free automated weld passes. For detailed insight into standard marine material requirements and inspection codes, reference the American Welding Society (AWS) Structural Welding Standards.
Maximizing Efficiency with Welding Automation Solutions
To remain competitive in today’s manufacturing landscape, upgrading to a premium welding machine power source is only part of the puzzle. True productivity optimization occurs when material handling systems and automatic welding parameters are unified into an end-to-end automated pipeline.
Integrating your SAW system with heavy-duty turning rolls, positioners, and motorized column-and-booms allows your fabrication shop to continuous-weld large cylindrical shells without stopping for manual adjustment.
Furthermore, integrating real-time laser or tactile seam tracking systems enables the automated welding cell to detect minor alignment variations or pre-weld fit-up variations. The system automatically adjusts the cross-slides in real-time, preventing defects like lack of fusion or offset weld beads and ensuring code-compliant joints on every shift.
Partner with Kaiyuan for World-Class Welding Excellence
Optimizing heavy manufacturing throughput requires robust equipment designed for precision and durability. Kaiyuan Welding & Cutting Automation India Pvt Ltd brings more than three decades of global welding automation expertise directly to your facility. From our fully equipped demonstration and engineering center in Pune, Maharashtra, we manufacture, supply, and support custom-engineered automated systems tailored to your specific production demands.
Our extensive engineering product portfolio includes:
- High-current, 100% duty-cycle Submerged Arc Welding systems.
- Advanced narrow-gap SAW and TIG welding configurations.
- Automated strip cladding systems for inner-pipe and flat-surface overlays.
- Turnkey specialized machinery for conveyor roller, transformer radiator, and heavy axle production lines.
Avoid letting manual process inconsistencies, high reject rates, or low deposition metrics slow down your production lines. Speak with our application engineering team today to review your structural requirements, schedule an equipment demonstration at our Pune facility, and implement a high-efficiency automation solution tailored for your operation.
Contact Our Engineering Specialists Today:
- Corporate Office & Factory: Plot No. 51, Gate No. 343, Chakan Talegaon Road, Pune – 410501, Maharashtra, India.
- Official Communications Email: info@kaiyuan.in
- Direct Inquiries Hotline: +91 77559 00921
- Explore Our Solutions: Kaiyuan India Products Portal
Frequently Asked Questions (Q&A)
Q1: Can Submerged Arc Welding be used on thin metal sheets?
Generally, no. SAW is specifically engineered for high heat input and deep joint penetration on thick-plate structural steel and heavy alloys. Attempting to use this high-amperage process on thin sheet metals (typically below 5mm or 6mm) risks immediate burn-through and severe thermal distortion due to the high concentrated current density.
Q2: What is the main difference between active and neutral welding flux in SAW?
Active fluxes contain small, controlled amounts of manganese and silicon deoxidizers. They help maintain arc stability and smooth bead profiles when welding over light rust or mill scale, but their parameters must be strictly controlled to prevent brittle element buildup in multi-pass welds. Neutral fluxes do not significantly alter the chemical composition of the weld metal, making them the preferred choice for safety-critical, heavy multi-pass welding applications on thick plates.
Q3: Why is Submerged Arc Welding limited mostly to flat and horizontal positions?
Because the process relies on a loose, gravity-fed bed of granular welding flux to insulate the arc and contain a large, highly fluid pool of molten metal. If you attempt to weld in vertical or overhead positions, the granular flux and the fluid molten puddle would spill out of the joint area before solidifying, resulting in complete weld failure and safety hazards.
Q4: How does a tandem-wire SAW setup differ from a twin-wire setup?
In a twin-wire SAW configuration, two distinct wires are fed through a single welding torch head and share a common power source and electrical contact tip to fill a single pool. In a tandem-wire configuration, there are two entirely independent welding heads spaced slightly apart, each powered by its own power source (typically one DC source for root penetration and one AC source to eliminate arc blow while maximizing deposition rates).
Q5: How can operators ensure reliable slag removal in deep-groove joints?
Clean slag detachment depends on proper weld bead profile geometry and matching the correct flux type to the base material chemistry. A slightly convex bead profile can trap slag along the steep sidewalls of a deep groove. By adjusting the arc voltage to widen the arc path and selecting a high-quality neutral flux designed for deep-groove geometries, the resulting slag layer will typically crack and release cleanly upon cooling.